TRATAMENTE TERMICE
Tratamentul termic este procesul folosit pentru a schimba (micro-) structura metalurgică a oțelului pentru a obține proprietățile cerute. Acest proces va îmbunătăți durata de viață a organelor de asamblare deoarece le mărește rezistența, duritatea de suprafață și rezistența termică.
Recoacerea
Oțelul este menținut la o temperatură chiar sub 721°C pentru câteva ore și apoi este lăsat să se răcească încet. Structura oțelului se schimbă de la perlită lamelară tare în perlită lamelară moale, care este condiția optimă pentru formarea la rece a capului.
Normalizarea
Prin încălzirea oțelului la 800°C – 920°C pentru o perioadă scurtă de timp și apoi lăsarea sa să se răcească încet, structura grosieră și fragilă rezultată din procesele de forjare sau rulare la cald este re-adusă la stadiul de structură fină. Prin reducerea mărimii de granulație elasticitatea relativă și rezistența la impact sunt îmbunătățite fără a afecta rezistența la rupere într-un mod semnificativ.
De-tensionarea
În cadrul formării la rece sunt induse tensiuni interne în material, mărind rezistența la rupere dar reducând elasticitatea relativă. Încălzirea organelor de asamblare de oțel la temperaturi de 550°C – 650°C pentru aproximativ 2 ore elimină circa 90% din această tensionare. Organele de asamblare trebuie apoi răcite încet în cuptor sau în aer. O viteză mică de răcire este importantă pentru a elimina posibilitatea de diferențe termice în interiorul oțelului și de creare de tensiuni interne. Acest tip de tratament termic este folosid pentru organele de asamblare formate la rece de clase de proprietăți 4.6 și 5.6.
Călirea
Când un oțel cu un conținut de minim 0,3% Carbon este încălzit la o temperatură de peste 800°C, și apoi răcit rapid în apă, ulei sau într-o baie de săruri, o structură martensitică foarte dură dar fragilă este formată. Duritatea obținută depinde de conținutul de carbon – cu cât conținutul este mai mare cu atât mai dur este oțelul - și procentajul de martensită care, la o anumită viteză de răcire critică, se formează în miezul materialului. Deci când vine vorba de organe de asamblare din oțel nealiat cu diametre mici, viteza critică de răcire va fi atinsă până în miez. Dar, la diametre mai mari, căldura existentă în miez nu poate fi transferată suficient de rapid și este necesară introducerea de elemente suplimentare de aliere precum Boron, Magneziu, Crom, Nichel sau Molibden care îmbunătățesc călirea totală prin scăderea vitezei de răcire. În general, când un tip de oțel este ales, aproximativ 90% martensită va exista în miezul materialului după răcire. Organele de asamblare sunt în general răcite rapid în ulei, deoarece atunci când se folosește apa, care este totuși mai eficientă, există un risc mult mai ridicat de crăpături sau modificări de formă.
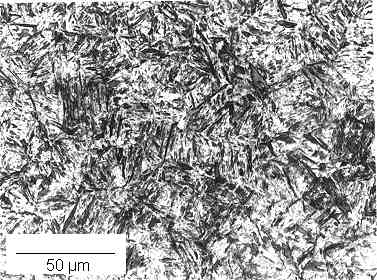
Martensite structure
Temperarea - revenire
O dată cu creșterea durității va crește din păcate și tensiunea din material, și deci acesta va deveni mai fragil. În mod normal, un al doilea tratament termic, temperarea, urmează imediat după călire. La temperaturi de până la 200°C doar fragilitatea va fi afectată în sens pozitiv (va scădea), rezistența materialului va fi afectată foarte puțin. Peste 200°C (temperare ridicată), există un risc clar de reducerea a tensionării, duritatea scade și rezistența la rupere crește.
Răcirea rapidă și temperarea
Acesta este un tratament termic combinat de răcire rapidă urmat imediat de temperare ridicată, pentru organe de asamblare, la temperaturi de 340° C – 650°C. Acesta este cel mai important și cel mai folosit tip de tratament termic pentru organe de asamblare. Un compromis optim este realizat între, pe de o parte, un nivel rezonabil de rezistență la rupere și în particular raport între elasticitatea relativă și rezistența la rupere și, pe de altă parte duritate, care este necesară pentru ca elementul de fixare să poate face față la diverse sarcini externe. Clasele de proprietăți superioare 8.8, 10.0 și 12.9 sunt deci întotdeauna trecute prin acest proces.
Cementarea
Acest tratament termic este un proces de carburizare și este realizat într-un gaz care emite carbon. Un strat fin de material îmbogățit cu carbon este format pe exteriorul piesei de metal încălzit, care devine astfel mai dur și mai rezistent la uzură, în timp ce miezul rămâne tare. Acest tratament termic este aplicat la organe de asamblare precum șuruburile filetante, formatoare de filet și holzșuruburilor. Tratamente similare sunt carbo-azotarea, folosind carbon și azot în formă gazoasă, azotarea cu baie de săruri sau azotarea folosind azot gazos.
Durificarea prin inducție
Pentru aplicații speciale, un strat rezistent la uzură este format, fără introducerea vreunui gaz, într-o bobină de înaltă frecvență, fără ca piesa să intre in contact cu aceasta. După încălzire, oțelul este răcit rapid în ulei sau apă. Acest tratament este folosit des pentru a oferi o rezistență mai mare la uzură și o duritate mai mare locală unei piese, sau pentru a trata termic piese lungi precum tijele filetate.
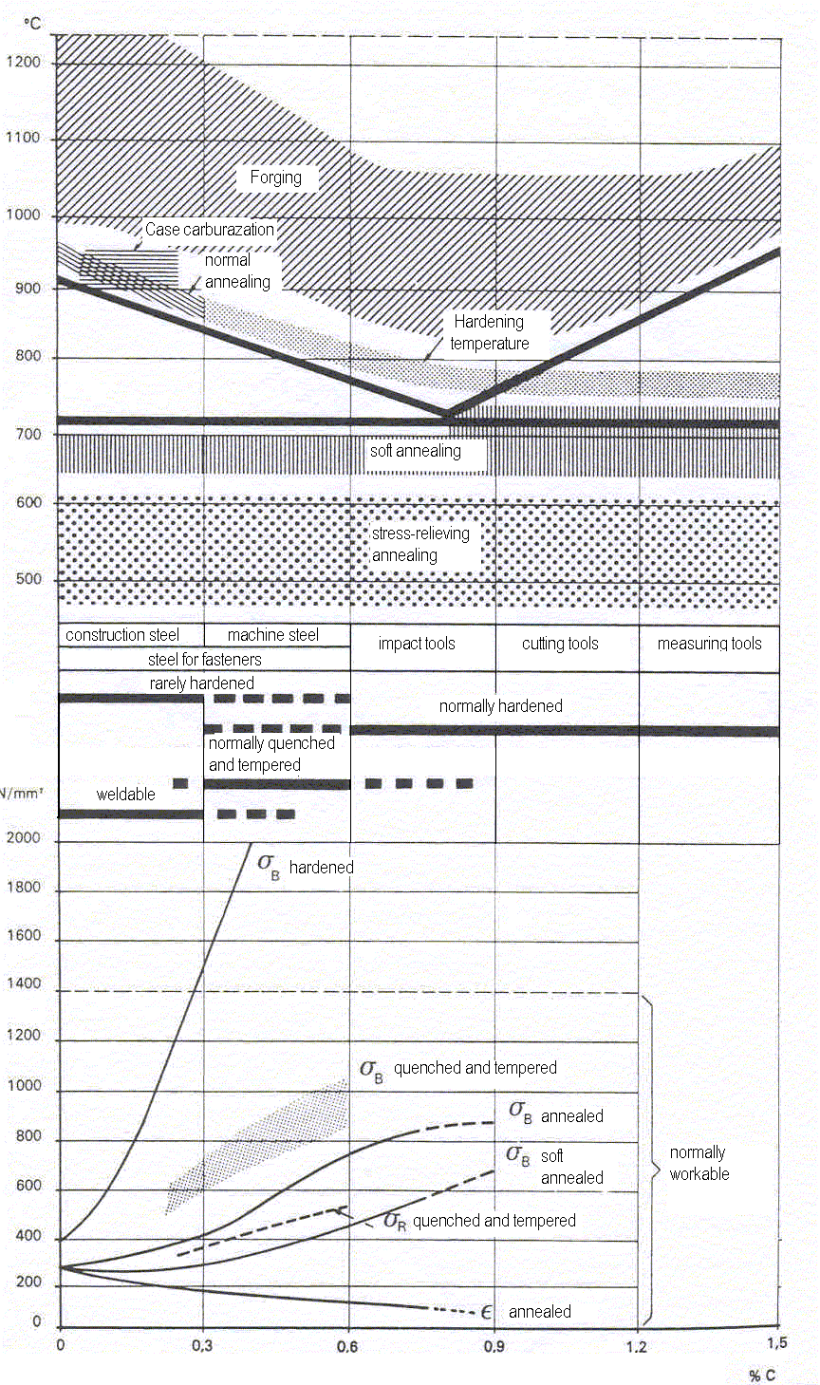
Relațiile dintre fier și carbon, tratamentele termice, tipurile de oțel și proprietățile mecanice sunt ilustrate figurativ în imaginea de mai jos.