TRATAMENTO TÉRMICO
O tratamento térmico é um processo usado para alterar termicamente a (micro) estrutura metalúrgica do aço, a fim de obter as propriedades requeridas. Este processo beneficia a vida útil de um artigo de fixação, pois pode aumentar a sua resistência, dureza superficial e resistência à temperatura.
RECOZIMENTO
O aço é mantido a uma temperatura um pouco abaixo de 721°C durante várias horas e depois deixado arrefecer lentamente. Durante este processo, a estrutura do aço muda de uma perlite lamelar rígida, para uma perlite globular macia, que é a condição ideal para a prensagem a frio.
NORMALIZAÇÃO (RECRISTALIZAÇÃO)
Ao aquecer o aço entre 800°C e 920°C por um curto período e depois deixá-lo arrefecer lentamente, a estrutura de grão do aço, resultante de, por exemplo laminação a quente ou prensagem a quente de áreas especialmente mais grossas, retoma a sua estrutura original de grãos finos. Ao reduzir o tamanho do grão desta maneira, a resistência à tensão e a resistência ao impacto são melhoradas sem que a resistência à tração seja significativamente reduzida.
REDUÇÃO DE TENSÕES
Durante a prensagem a frio, as tensões internas são induzidas no material, o que aumenta a resistência à tração, mas reduz a resistência â tensão. O aquecimento dos artigos de fixação de aço a uma temperatura de 550°C a 650°C cerca de duas horas remove aproximadamente 90% dessas tensões internas. Os artigos de fixação devem ser arrefecidos lentamente num forno ou ao ar ambiente. Uma velocidade de arrefecimento lenta é importante para evitar diferenças internas de temperatura dentro do aço, o que cria tensões internas. Este tipo de tratamento térmico é usado para artigos de fixação prensados a frio de classe de propriedade 4.6 e 5.6.
ENDURECIMENTO
Quando o aço com um teor de carbono de 0.3% é aquecido a uma temperatura acima de 800°C e depois arrefecido em água, óleo ou banho de sal, forma-se uma estrutura martensítica muito dura mas frágil.
A dureza alcançada depende tanto do teor de carbono – quanto mais carbono, mais duro o aço – e da percentagem de martensite, que é formada no núcleo do material a uma certa velocidade crítica de arrefecimento. Com parafusos mais pequenos feitos de aço não-liga, a velocidade crítica de arrefecimento é afetada até ao núcleo. No entanto, com tamanhos maiores, o calor do núcleo não pode ser transmitido para o exterior rapidamente, e é necessário adicionar elementos de liga como boro, magnésio, crómio, níquel e molibdênio, que promovem o endurecimento diminuendo a velocidade critica de arrefecimento.
Em geral, quando um tipo de aço com esse endurecimento é escolhido, aproximadamente 90% de martensite está presente no núcleo do material após o arrefecimento. O meio de arrefecimento também influência a velocidade de arrefecimento. Os artigos de fixação são principalmente arrefecidos em óleo. Embora a água seja mais eficaz que o óleo, o seu uso produz um risco excessivo de fissuras de endurecimento e deformações resultantes.
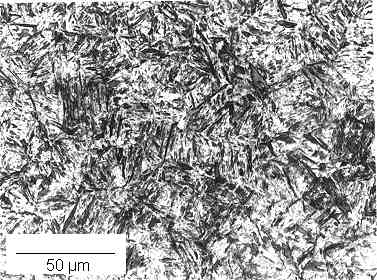
Estrutura martensitica
TEMPERA
Com o aumento da dureza, no entanto, as tensões de endurecimento aumentam e, portanto a fragilidade do material também aumenta. Normalmente, um Segundo tratamento térmico, chamado tempera, deve-se seguir o mais rápido possível. Em temperaturas até 200°C, a fragilidade só diminuí levemente, e a dureza é dificilmente afetada. Acima de 200°C (alta tempera), há uma clara redução nas tensões; a dureza também diminui, e a tenacidade é melhorada.
TEMPERA E REVENIDO
A tempera e revenido é um tratamento térmico combinado que compreende arrefecimento imediatamente seguido por alta tempera, a temperaturas de 340° C a 650°C. Este é o tratamento térmico mais importante e comum, para artigos de fixação. O processo atinge um compromisso ideal entre, por um lado, um nível razoável de alta resistência à tração e uma alta taxa de resistência à tensão/tração e por outro lado, tenacidade suficiente. Resistência suficiente é necessária para a operação correta de artigos de fixação que deve ser capaz de lidar com todos os tipos de cargas externas. As classes de propriedade mais altas 8.8, 10.9 e 12.9 devem ter sempre tempera e revenido.
ENDURECIMENTO SUPERFICIAL
Este tratamento térmico é um processo de cementação que é realizado num gás emissor de carbono. Uma fina camada de carbono enriquecido é formada na parte externa do metal aquecido, que se torna dura e resistente ao desgaste, enquanto o núcleo do material permanece resistente. O endurecimento superficial é aplicado em artigo de fixação como parafusos auto roscantes, parafusos auto perfurantes e parafusos de aglomerado. Tratamentos semelhantes são a carbonitratação, que utiliza gás carbônico e nitrogênio, nitratação e nitratação em banho de sal, que utiliza gás nitrogênio.
ENDURECIMENTO POR INDUÇÃO
Para aplicações especiais, é formada uma camada resistente ao desgaste, sem fornecimento de gás, em bobina de alta frequência sem contacto com a peça de trabalho. Após o aquecimento, o aço é rapidamente arrefecido em óleo ou água. Este tratamento é frequentemente usado para fornecer localmente melhor dureza e propriedades de desgaste numa peça ou tratar peças longas, como varões roscados.
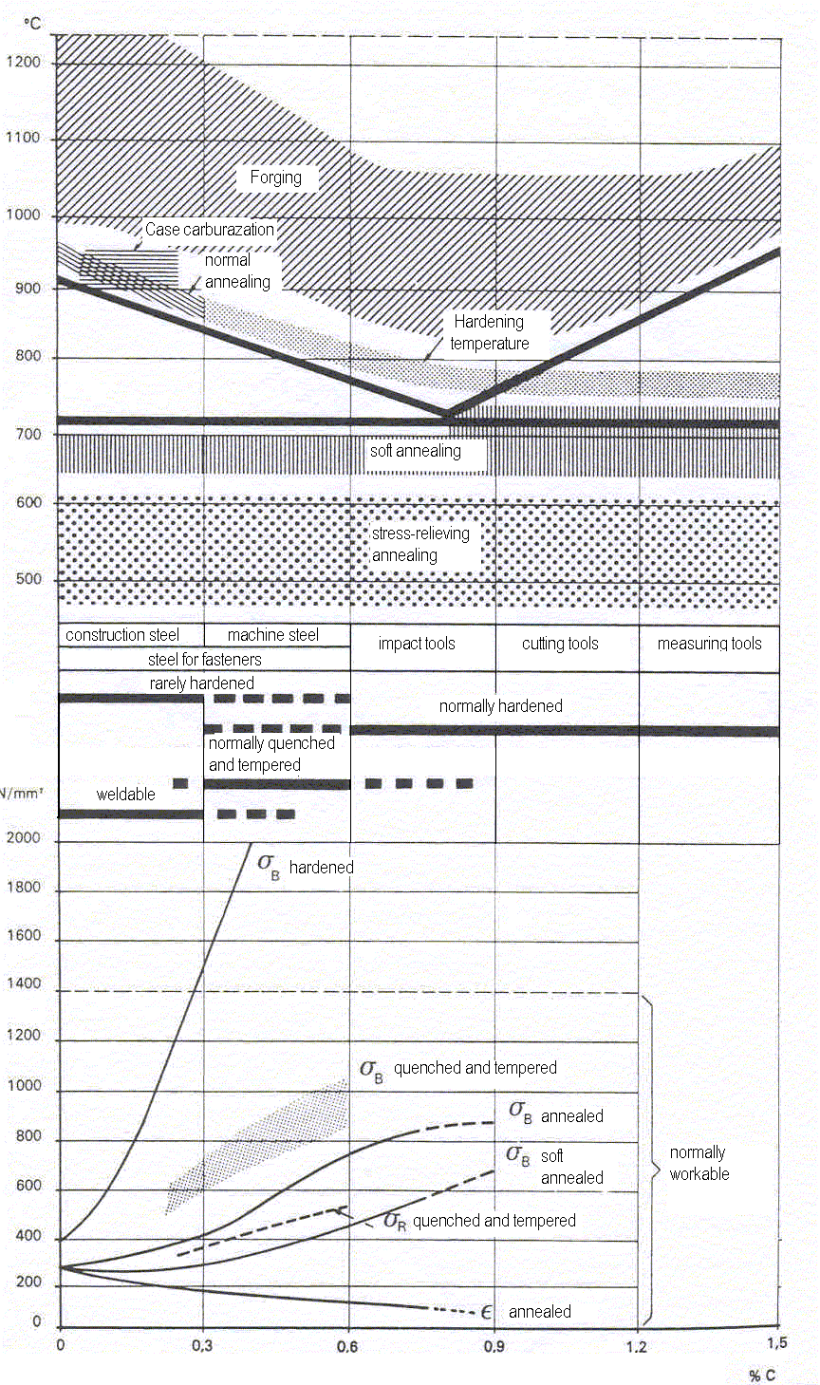
A relação entre ferro e carbono, tratamentos térmicos e propriedades mecânicas estão resumidos na figura abaixo.