WARMTEBEHANDELING
Een warmtebehandeling is een thermisch proces dat de metallurgische (micro-)structuur van staal te wijzigt en zo bepaalde eigenschappen verkrijgt. Het proces beïnvloedt de levensduur van een product positief omdat het de sterkte, de oppervlaktehardheid en de temperatuurbestendigheid kan laten toenemen.
Gloeien
Het staal wordt gedurende enkele uren op een temperatuur van net onder de 721°C gehouden, waarna het langzaam afkoelt. De structuur van het staal verandert van een hard, lamellair perliet in een zacht, nodulair perliet: de optimale conditie voor de aansluitende koudvervorming.
Normaliseren (rekristalliseren)
Door het staal kort te verhitten tot 800°C - 920°C en het dan langzaam te laten afkoelen, keert de grove, broze korrelstructuur terug naar de oorspronkelijke fijne korrelgrootte. De grove en broze structuur is ontstaan tijdens het warmwalsen of smeden, van in het bijzonder grote, zware onderdelen. Het op deze manier reduceren van de korrelgrootte komt de vloeigrens en de kerfslagtaaiheid van het staal ten goede, zonder de treksterkte significant te verminderen.
Spanningsarm gloeien
Tijdens koudvervorming ontstaan interne spanningen in het staal. Daardoor neemt de treksterkte toe en de vloeigrens af. Het verhitten van de bevestigingsmaterialen tot een temperatuur van 550°C - 650°C gedurende circa twee uur, verwijdert ongeveer 90% van de inwendige spanningen. De producten moeten langzaam afkoelen in de oven of aan de lucht. De langzame afkoeling is belangrijk om inwendige temperatuurverschillen in het staal te voorkomen. Daardoor kunnen namelijk interne spanningen ontstaan. Dit type warmtebehandeling wordt gebruikt voor koudgevormde bevestigingsmaterialen in sterkteklassen 4.6 en 5.6.
Harden
Wanneer staal met een minimaal koolstofgehalte van 0,3% wordt verhit tot een temperatuur boven 800°C en wordt afgeschrikt in water, olie of een zoutbad, ontstaat een zeer harde maar broze martensitische structuur. De verkregen hardheid hangt af van het koolstofgehalte - hoe meer koolstof des te harder het staal - en het percentage martensiet dat afhankelijk van de kritische koelsnelheid, wordt gevormd in de kern van het materiaal. Dunnere bouten van niet-gelegeerd staal zullen zeer snel tot in de kern worden gekoeld. Bij grotere diameters zal de kern niet snel genoeg worden afgekoeld zodat het nodig is staal met legeringelementen als boor, magnesium, chroom, nikkel en molybdeen, die het doorharden bevorderen doordat ze de kritische koelsnelheid verlagen, in te zetten. Als een staalsoort met de juiste doorhardingseigenschappen wordt gebruikt is na afkoeling ongeveer 90% martensiet in de kern van het staal aanwezig. Het medium waarin de producten afgeschrikt worden is ook van invloed op de koelsnelheid. Bevestigingsmaterialen worden meestal gekoeld in olie, want als water zou worden gebruikt –doorgaans een efficiënter koelingmedium – is het ontstaan van scheuren en het kromtrekken van de producten een reëel risico.
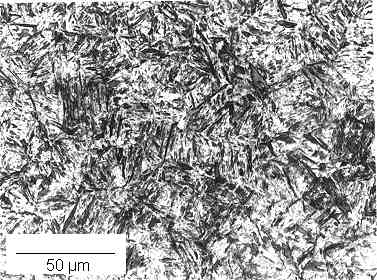
Martensite structure
Ontlaten
Bij toenemende hardheid nemen de inwendige spanningen toe en daarmee ook de brosheid van het staal. Daarom volgt meestal direct op het harden een tweede warmtebehandeling, het ontlaten. Bij temperaturen van rond de 200°C neemt de brosheid wat af, maar de hardheid wordt nauwelijks aangetast. Ontlaten bij hogere temperaturen (high tempering) resulteert in een duidelijke afname van de inwendige spanningen en de hardheid en verhoogt de taaiheid van het staal.
Harden en ontlaten (QT)
Dit is een combinatie van harden en direct daaropvolgend high tempering, voor bevestigingsmaterialen bij een temperatuur van 340°C – 650°C. Dit is de belangrijkste en meest algemeen toegepaste warmtebehandeling voor bevestigingsmaterialen. Er ontstaat een optimaal compromis tussen aan de ene kant een aanvaardbare (hoge) treksterkte en in het bijzonder een gunstige, hoge verhouding rekgrens/treksterkte. Aan de andere kant is sprake van voldoende taaiheid, die nodig is voor een correcte werking van het bevestigingsproduct dat in staat moet zijn allerlei externe belastingen te verwerken. Bevestigingsmaterialen in de hogere sterkteklassen 8.8, 10.9 en 12.9 moeten daarom altijd gehard en ontlaten worden.
Inzetharden
Inzetharden, ook wel aangeduid als carboneren, is een warmtebehandeling in een koolstofhoudend medium. Er vormt zich een dunne, met koolstof verrijkte laag aan het oppervlak van het verhitte staal, dat hierdoor hard en slijtvast wordt. Dit terwijl de kern van het materiaal taai blijft. Dit proces wordt vooral gebruikt voor bevestigingsmaterialen als plaatschroeven, draadvormende- en draadsnijdende schroeven en spaanplaatschroeven. Vergelijkbare warmtebehandelingen zijn carbonitreren, waar gebruik gemaakt wordt van koolstof en stikstof, zoutbadnitreren en nitreren, waarbij uitsluitend stikstof wordt gebruikt.
Inductieharden
Inductieharden is een thermochemische warmtebehandeling voor speciale toepassingen, waarbij zonder toevoeging van gas een harde, slijtvaste laag wordt gevormd aan de oppervlakte van het staal. Het staal wordt verhit in een inductiespoel die niet in contact komt met het staal. Na het verhitten wordt het product afgeschrikt in olie of water. Deze methode wordt vaak toegepast om plaatselijk het oppervlak van een product slijtvaster te maken en te harden, of als warmtebehandeling voor lange producten zoals draadstangen.
Onderstaande afbeelding illustreert de relatie tussen ijzer en koolstof, warmtebehandelingen, staalsoorten en mechanische eigenschappen.
